一、项目背景
随着制造业智能化升级需求的不断提升,传统人工上料方式已难以满足现代工业生产对效率、精度和稳定性的要求。为解决人工操作带来的效率瓶颈、成本压力及质量波动等问题,本项目推出全自动机器人上料解决方案,通过整合工业机器人、视觉检测系统及自动化输送设备,实现生产流程的全程无人化操作。

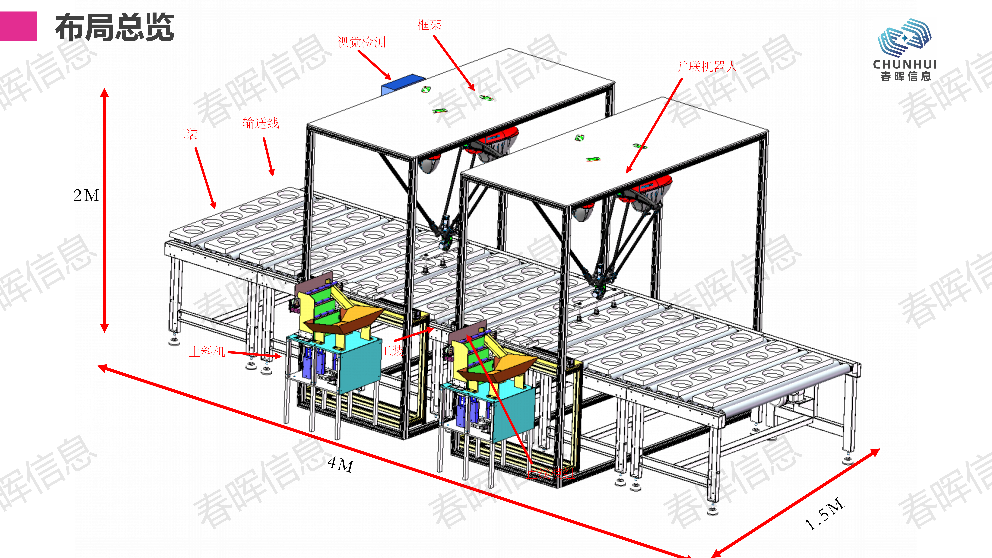
二、现场工况
全自动机器人上料解决方案是通过对产线的部分改造,利用机器人和振动盘的功能,代替人工上料、人工拾取、人工摆放,实现全自动化上料。
三、生产流程
第1步:人工将料放置上料机内;
第2步:两台上料机同时将料输送至直线模组工装上,三个为一组;
第3步:直线模组完成装料,两台机器人进行抓取放置;
第4步:抓取放置的同时,直线模组继续继续进行装料;
第5步:直线模组完成装料,两台机器人进行抓取放置剩下三个工位;
以上是往复循环。
四、上料工序介绍
上料机构结合直线模组和机器人抓取系统,适用于各种需要自动化生产的场景,如电子组装、汽车零部件制造、食品包装等。它能够有效提高生产效率,降低生产成本,并且可以通过编程灵活调整生产流程。
总的来说,这种上料机构和相关的自动化系统是现代工业生产中提高效率和质量的重要手段。
五、机器人设备
产品特点:
1、采用1KG负载机器人,极大的简化机械结构设计,可靠性更高,性能更稳定,产品一致性更好,大幅提升机器人的整体性能;
2、完善的密封设计,机器人对工作环境的适应能力更强;
3、更高速度,更高精度,提高生产效率,降低生产成本;
4、运动半径和负载可以根据客户需求调整,在一定程度上实现机器人订制,满足不同的市场需求。
六、视觉检测系统
原理:视觉检测系统通过工业相机采集产品图像,利用高精度光学镜头将产品表面反射光线聚焦至图像传感器,形成清晰的数字图像。在漏铝检测应用中,系统通过分析图像中光线反射特性、颜色分布及纹理特征等差异,可精准识别正常铝制品表面与存在漏铝缺陷的区域。同时,该系统还具备智能上料检测功能,能够实时监测判断物料是否准确到位,为生产线提供全方位的视觉检测解决方案。
优点:
1、非接触式检测,不会对工件造成损伤。
2、能够快速获取工件的信息,可实时监测。
3、检测精度较高,通过合适的算法和硬件配置,可以达到毫米甚至亚毫米级的精度。
七、真空吸盘组件
本项目夹具采用真空吸盘,吸附纸张的表面。
1、真空吸盘为防滑设备,硬度为60度。
2、采用丁晴橡胶材质,使用寿命长。
3、对纸张表面无伤害,最大程度的保证了工件的表面防滑伤。
4、相比其他一些复杂的抓取装置,真空吸盘的结构相对简单。它主要由吸盘、连接管件和真空发生装置组成,没有大量的精密机械零件。
八、其他说明
分类 |
要求项 |
具体要求说明 |
设备要求 |
1、夹具功能 |
具备自动夹紧/松开功能,受机械手系统信号控制。 |
2、钣金结构 |
预留天窗位置或自动门模块,配合电控信号与机械手通信。 |
|
3、通信接口 |
通过重载插件(或航空插头)与机械手通信。 |
|
4、安全空间 |
内部空间需大于机械手手爪动作安全范围(避免干涉)。 |
|
5、夹具清洁 |
定位面无残留铁屑,必要时增加气吹清理(清理时卡盘需转动)。 |
|
6、断屑功能 |
断屑良好,必要时增加辅助高压断屑装置。 |
|
7、主轴功能 |
需机床主轴准停时,提供对应信号 |
|
现场环境要求 |
1、环境温度 |
-10~50 ℃ |
2、相对湿度 |
20%~75% |
九、实际效果
这个项目在某酸奶盖加工企业落地,春晖信息为其完成了料包和勺子的自动上下料功能,实际效果可以达到不良品率控制在3%以内,物料摆放精度误差不超过±2mm,最低生产速度可以满足60000件/天。通过自动化升级,产线操作人员由8人缩减至3人,同时确保设备稳定性——机械手抓取过程不会造成产品外观损伤或掉落,并且设备在连续12小时运行中,自身故障导致的异常停机次数不会超过3次,以此保障生产效率和产品质量的稳定性。